|
Le Journal du Ratier Cemec Club de France |
|
Dossiers techniques C6: Moteur
Remplacement des sièges et guides de soupapes
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Pour ceux qui ont toujours eu envie d'essayer, mais n'ont pas osé, nous vous présentons un dossier sur le remplacement des sièges et des guides de soupapes.
Bien souvent, grâce au fait que les soupapes Citroën sont plus grandes, il est possible de sauver les sièges par le retaillage des portées, une fois les nouveaux guides montés.
Mais ce n'est pas toujours le cas. Voici les plans d'origine des sièges, admission et échappement.
La matière
Le bronze spécifié est un Nickralex, désignation K5, composition - CuNi14Al3 ou CuNi14Al2 - disponible chez les vendeurs spécialisés en tubes ébauches. Il existe également des fournisseurs qui ont un catalogue de sièges ébauchés, à diverses cotes.
Les caractéristiques de l'alliage, "Les "Nickralex" : Sont des alliages cuivre-nickel-aluminium qui possèdent des caractéristiques mécaniques très élevées. Durs et tenaces, ils résistent à l'écrasement, aux chocs répétés et aux vibrations. Ils possèdent une très bonne résistance à l'oxydation et à la corrosion par un certain nombre d'agents chimiques." Le bronze est une nécessité pour rouler au sans plomb, il permet une meilleure évacuation des températures plus élevées des soupapes.
Le démontage des vieux sièges
Il est conseillé de procéder au démontage des anciens sièges des culasses avant de terminer le diamètre extérieur du siège, ce qui donne une chance de retoucher l'alésage du logement dans la culasse si ce dernier est endommagé ou hors cote.
Les tolérances du serrage sont importantes à respecter si on ne veut pas perdre le siège en fonctionnement! Même un usinage donnant une interférence de serrage maximum (85 µm) ne pose aucun soucis au montage.
Le démontage du siège est fait par la "méthode douce" du défonçage à la fraiseuse, permettant de ne pas endommager la culasse. Il existe aussi des outillages tenus dans le guide de soupape, qui permettent un démontage similaire si on n'a pas de fraiseuse sous la main.
Première étape: positionner la culasse:
Il faut respecter l'angle d'implantation des soupapes de 40° et dégauchir le centrage de la broche à 0.05 mm, la référence est prise sur le guide car l'alésage du siège n'est peut-être plus concentrique après tous les taillages qu'il a dû subir dans sa carrière.
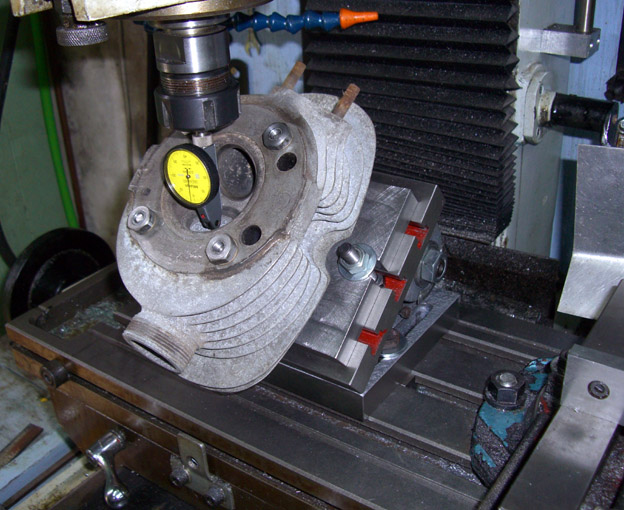
Le plan de la plaque de fixation de la culasse sur la table inclinée peut être téléchargé ici.
Ensuite on attaque gentiment le siège par passes successives, en prenant bien garde de régler la profondeur de descente à environ 0.5mm avant la portée de la culasse.
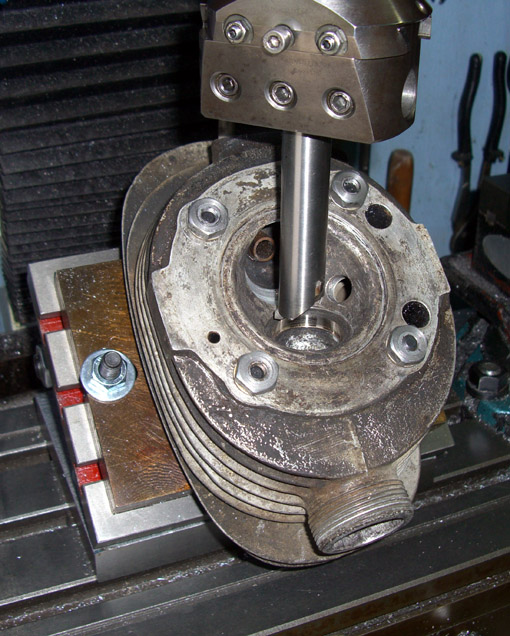
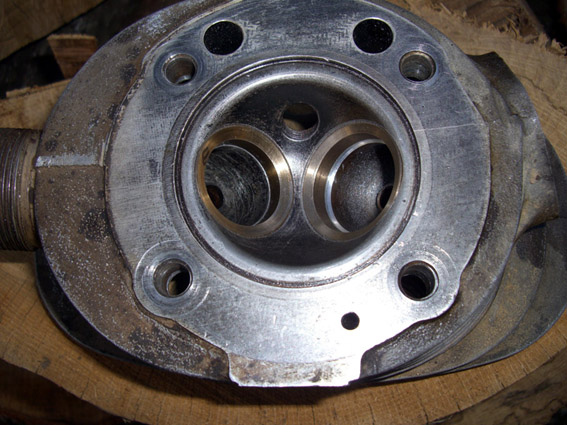
| Pour le diamètre, c'est pareil, on arrête quand on voit qu'il ne reste que quelques dixièmes, on arrive à crocheter le reste avec une pointe et sortir le squelette du siège comme ceci: |  |
S'il y a besoin de retoucher la culasse, pour faire un diamètre réparation, il est préférable de dégauchir à nouveau la broche de machine sur l'alésage existant du siège, il y aura probablement quelques dixièmes de mm d'écart.
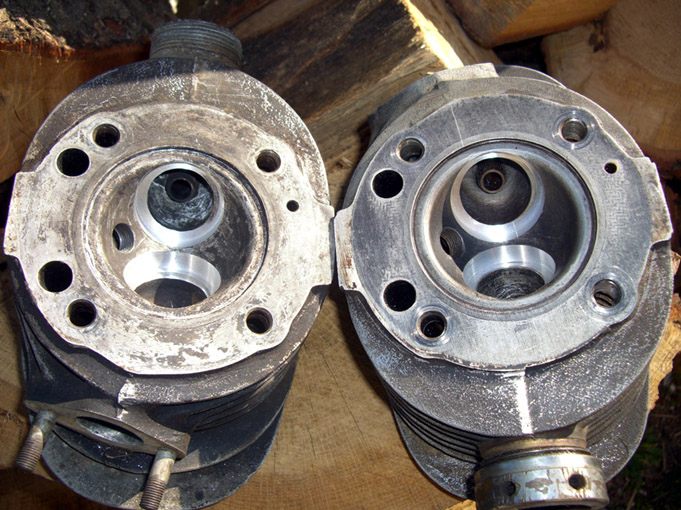
Les deux culasses sont prêtes à recevoir les nouveaux sièges. Notez que pour l'instant, on conserve les vieux guides qui servent à piloter le mandrin porte sièges ci-dessous.

Le montage des sièges neufs
La première chose consiste à bien organiser son espace de travail: culasse bien fixée dans une position qui permettra de donner un coup de maillet si besoin. J'ai conservé l'équerre orientable en intercalent un bout de bois comme isolant. Le chauffage est fait au chalumeau à propane en évitant d'approcher le dard de la flamme trop près et en le déplaçant fréquemment pour uniformiser la chauffe de la culasse. Le thermocouple du thermomètre baigne dans un peu d'huile ATF dans un des trous de goujon du carbu.
.
Quand la température est atteinte (230/240°C), on positionne le guide équipé du siège correspondant - attention, recontrôler que c'est bien le bon, sinon n'espérez pas le ressortir! - on pousse en place, normalement cela rentre sans forcer. Un peut d'ATF sur la tige guide et le flanc du siège facilitent aussi l'opération.
Même opération pour le deuxième, vérifier que la température est encore bonne, sinon re-chauffer.
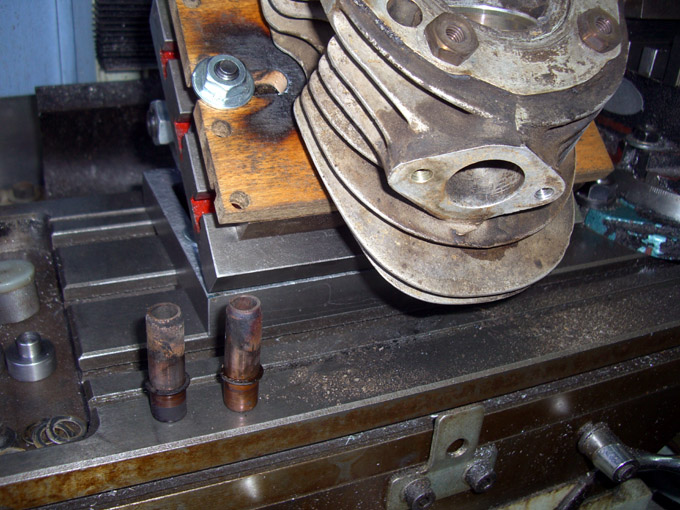
Profiter qu'on est à température pour chasser les deux guides avec le mandrin duquel on aura préalablement ôté le centreur des sièges. Là, il faut taper franchement du marteau, mais ça vient bien. Retourner l'ensemble de la culasse avec la planche pour le second guide, on est en meilleure posture pour frapper!
 Les nouveaux sièges en place
Les nouveaux sièges en place
Le montage des guides neufs
Quand on en est là, le reste n'est plus qu'une formalité, mais il faut aussi bien préparer son travail afin de ne pas mélanger les guides admission et échappement qui sont différents! Préparer aussi les mandrins de montage. On récupère les clips sur les vieux guides pour les mettre sur les neufs, c'est la butée de position.
La petite douille permet d'appliquer l'effort d'emmanchement sur l'épaulement juste au dessus du clip, le bord supérieur est trop mince. Ce décrochement du guide est prévu pour recevoir le joint de queue de soupape en téflon.

On chauffe de nouveau, à la même température, mais contrairement aux sièges il faudra se dépêcher de frapper sur le mandrin jusqu'à mettre le clip en butée sur la culasse. Là aussi, une petite goutte d'ATF n'est pas inutile...
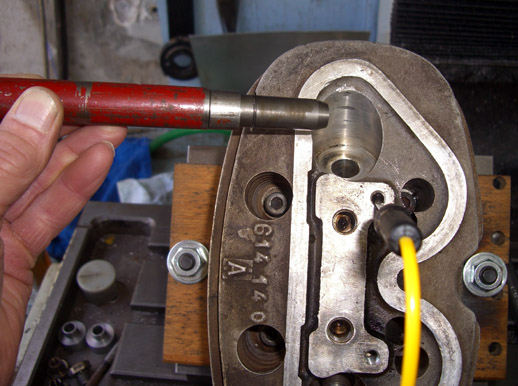

Le taillage des portées sur les sièges
Le taillage des portées de soupapes est impératif afin de réaliser une géométrie correcte de l'appui de la zone devant faire l'étanchéité. Il permet d'abord de centrer la zone de contact siège/soupape par rapport au guide et enfin de générer les angles correspondant au modèle de soupape utilisé.
Pour faire cette opération, on place un pilote ajusté, ou mieux serré, dans le guide. L'outil utilisé ("la moulinette" de Hunger) génère la portée de la soupape sur le siège par une opération de chariotage, pour ce qui nous concerne, avec un angle de 45°.

Une fois la portée terminée, on se sert des flancs de l'outil de coupe pour dégager les diamètres intérieur et extérieur, ce qui permet de centrer la zone de contact en fonction des dimensions de la soupape.

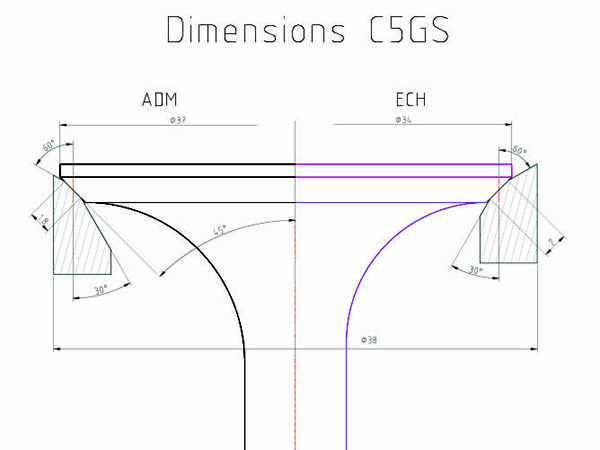
Diagramme des levées des soupapes
Pour ceux que cela intéresse, vous pouvez télécharger un diagramme du déplacement des soupapes sur deux révolutions du vilebrequin.